
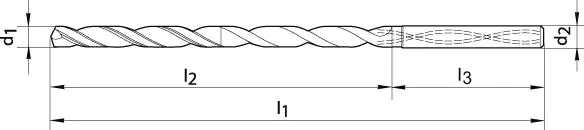


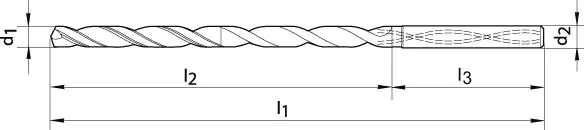

Wiertło do głębokich otworów, 20 x D
Przebieg operacji RT 100 T:
• Frezowanie powierzchni pod kątem prostym do osi wiertła podczas wykonywania otworu.
• Wykonanie cylindrycznego otworu pilotującego (tolerancja F9) o minimalnej głębokości 1 x D.
• Wejście do otworu pilotującego z prędkością ok. 300 obr./min przy f = 500 mm/min.
• Ustawienie ciśnienia chłodziwa i prędkości obrotowej.
• Nieprzerwane wiercenie na pełną głębokość bez cyklu odprowadzania wiórów.
• Przy otworach przelotowych z ukośnym otworem wylotowym należy zmniejszyć posuw do 40 % na ok. 1 mm przed przebiciem.
• Po osiągnięciu głębokości wiercenia wyłączyć prędkość obrotową i doprowadzenie chłodziwa, wyjście z wywierconego otworu na szybkich obrotach.
• Konwencjonalne smarowanie chłodziwem pod ciśnieniem co najmniej 40 bar.
Uwaga: wiertła można wielokrotnie ostrzyć.
Wszystkie wiertła do głębokich otworów podczas wprowadzania w materiał muszą być prowadzone.
Wiertła nie mogą swobodnie pracować w przestrzeni roboczej maszyny z pełną prędkością obrotową.
Wykonanie: prawotnące. Specjalny kształt rowka z podwójną fazą i specjalnym zaszlifowaniem. Rowki spiralne doprowadzające chłodziwo. Boczny kąt natarcia 30°, grubość rdzenia większa od normalnej, bez zbieżności. Wiertło o bardzo dobrych właściwościach samocentrujących.
Zastosowanie: do otworów o bardzo wąskich tolerancjach średnicy i bardzo wysokiej jakości powierzchni. Przeznaczone do wiercenia bardzo głębokich otworów maks. 20 x D, z dużymi prędkościami skrawania. Stosowane w szczególności do materiałów krótkowiórowych, jak staliwo, żeliwo szare, ulepszone żeliwo szare, żeliwo ciągliwe i perlityczne oraz stopy aluminium o dużej zawartości krzemu.